| Last time we began our look at the Production stage of systems engineering. We learned that cost reduction is a frequent component of this stage due to market fluctuations and ongoing stakeholder requirements to cut costs, and that savings can be made through substitution of plastic for metal parts. In fact, there are many faces to cost reduction. We’ll explore another of those today.
Cost reduction isn’t limited to material expense. Within the manufacturing process itself there are often ample opportunities for cost reduction. As an example let’s say we’re manufacturing a medical device known as a percussion therapy device on an assembly line employing 21 workers over three shifts. This line assembles 300 devices per day at a combined material and labor cost of $2,100 per unit. Percussion therapy devices are frequently used within the medical setting as they perform the very important function of helping to dislodge mucous from patients’ lungs. As such, they are in high demand and the market for them competitive. In our scenario some stakeholders in the device’s manufacture, in this case sales and marketing managers, specify that a cost reduction of $200 per device is necessary to avoid losing ground to competitors. In response to this directive, design engineers take a fresh look at the assembly process. They identified several bottlenecks at key junctures during which manual labor is involved. They note that due to the painstaking work required at these stages, production is slowed. Assembly lines operate dynamically, meaning any disturbance in the flow of activities has vast repercussions down the line. Bottlenecks in flow slow production lines, just as they do traffic on key arteries. A tie-up on assembly lines equates to production delays, and these may lead to difficulty in filling customer orders. Impatient customers have been known to turn to competitors when their orders aren’t filled, and this translates to lost revenue to our manufacturer. Next week we’ll see what manufacturing changes are employed to solve identified problems, and we’ll see how man’s best friend is not a dog, but a robot. ___________________________________________
|
Posts Tagged ‘manufacturing process’

Systems Engineering In Medical Device Design – Instructions, Part I
Monday, January 7th, 2013| You know those instructional inserts that come in just about everything you buy? If you’re lucky they’re a one-pager, showing a simple illustration of how your purchase works. But sometimes they’re multiple pages long, even approaching the length of a short story. This is often the case when the item in question is complex and contains many parts.
If you’re like some people you try to avoid reading these instructions, preferring to forge ahead to the assembly/usage stage as quickly as possible, and you’ve probably had your fair share of times that this approach didn’t pan out. You were forced to re-do things and crack open the instruction manual anyway. If the instructions were written clearly, you may have eventually come to regard them as indispensable. Clearly written instructions are one of the desired end results of the Development stage of the systems engineering approach to medical device design that we’ve been discussing. These instructions flow naturally from the finalized detailed design which has been produced earlier in this stage. Instructions aid consumers in the assembly, usage, and maintenance of the device, making for a satisfied customer. Instructions also aid in the efficient and proper manufacture of devices. Without them assembly personnel wouldn’t work as efficiently, and the end result might not be a desirable one. It’s easy for parts to end up where they don’t belong, adjustments to be off, etc. Just think about the last “assemble it yourself at home” project you were involved in. The desired result is for instructions produced to be well defined and capable of instructing line assembly personnel in the actual construction of the medical device that takes place during the Production stage. Subjects such as parts identification, assembly procedures, and layout of assembly lines are discussed, all of which are needed to plan out the manufacturing process effectively. The objective is to manufacture the devices in a cost effective manner and with minimum probability of defects. Next week we’ll continue our discussion on instructions, focusing on those that are produced during the Development stage that serve the purpose of guiding quality control technicians during the Production stage. ___________________________________________
|

Industrial Control Basics – Motor Overload
Sunday, March 4th, 2012|
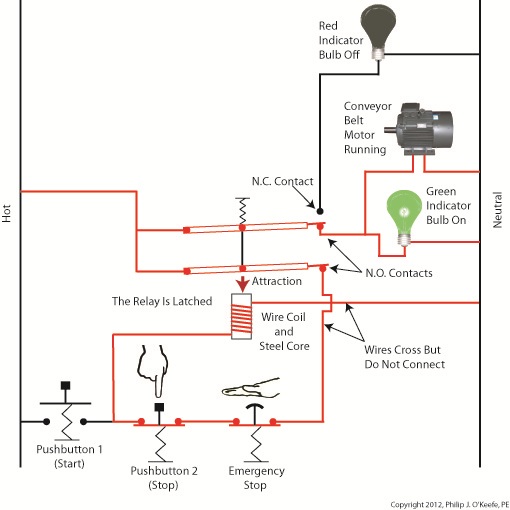
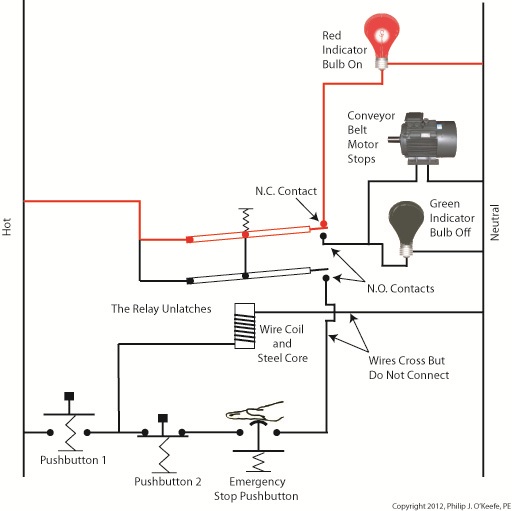
Last summer my wife and I did a lot of work in the garden. Many holes were dug, bags of garden soil lifted, and plants planted. It’s a new garden, and my wife has very big plans for it, so needless to say there was a lot of work to be done. On more than one occasion we would end the day moaning about our body aches and how we had overdone it. The next day we would hurt even worse, and we’d end up taking time off to recuperate. Pain is your body’s way of telling you that it needs attention, and you’d better listen to it or you may have an even heavier price to pay down the road. Electric motors can get overworked, just like our bodies. Motors are often placed into situations where they are expected to perform tasks beyond their capability. Sometimes this happens through poor planning, sometimes due to wishful thinking on the user’s part. Motors can sustain damage when stressed in this way, but they don’t have a pain system to tell them to stop. Instead, motors benefit by a specific type of electric relay known as an overload relay. But before we get into how an overload relay works, let’s get a better understanding of how overloads happen. Suppose we’re back in the telephone factory discussed in previous blogs, watching a conveyor belt move phones through the manufacturing process. An electric motor drives the conveyor belt by converting electrical energy into mechanical energy. Everything is moving along normally when all of a sudden a machine malfunctions. Telephones start piling up on a belt, and the pile up gets so bad the belt eventually gets jammed and its motor overloaded. If the electricity flow to the motor isn’t shut down promptly by means of a nearby emergency stop button or an astute operator sitting in central control, then an even bigger problem is in the making, that of a potential fire. When electricity is applied to motors they begin to operate, and their natural tendency is to want to keep operating. They do so by continuously drawing energy from the electric current being supplied to them. The greater the workload demand on the motor, the more current it requires to operate. When motors become overloaded as in the scenario presented above, they continue to draw energy unless forced to a stop. The result is an overabundance of current flowing through the motor and no outlet for its task of converting electrical energy into mechanical energy. And where is all that pent up energy to go? It becomes heat energy trapped inside the motor itself, and this heat can build up to the point where the motor becomes damaged or even bursts into flames. Next time we’ll look at how overload relays work to keep electric motors from overheating, just as our body’s pain sensors protect us from overdoing it.
____________________________________________
|





{kind=link}
{kind=link}
{kind=link}